
Инверторно-импульсный сварочный аппарат
Содержание
В настоящее время вместо тяжеловесных и габаритных сварочных трансформаторов выгоднее купить импульсный инверторный аппарат (ИСА). Он представляет собой источник тока для электросварки с лёгким поджигом и автоматическим поддерживанием горения дуги. Модели сварочных инверторов ведущих производителей Инверторный источник тока применяется для следующих видов сварки:
Принцип действияВсе ИСА работают одинаково. Различие заключается только в вольт-амперных характеристиках. Схема вольт-амперных характеристик сварочных инверторов Питание подаётся от сети переменного тока с напряжением 380 В или 220 В. Падающая характеристика применяется в источниках ручной дуговой сварки (синяя и зелёная линии). С ростом тока напряжение снижается, так как увеличивается электропроводность дуги. Жёсткую характеристику имеют полуавтоматы, где напряжение остаётся постоянным при росте тока (красная горизонтальная линия). При полуавтоматической сварке под флюсом используется возрастающая характеристика (жёлтая линия). 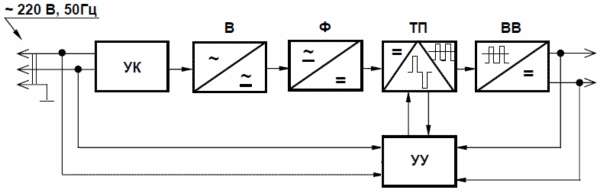 Как выглядит схема инвертора Схема аппарата, приведённая на рисунке выше, работает следующим образом: В процессе сварки микропроцессорами автоматически поддерживается установленное значение сварочного тока. Система управления УУ через обратные связи создаёт идеальные выходные характеристики. Преимущества и недостатки ИСАОсновным достоинством устройства является поддерживание улучшенных динамических характеристик дуги. В аппарате предусмотрен режим работы для начинающих. Новая технология даёт возможность значительно уменьшить массу и габариты сварочного аппарата, а также повысить его КПД. Параметры прибора настраиваются в широком диапазоне и регулируются в процессе сварки. При работе образуется меньше брызг. Отсутствие силового трансформатора даёт возможность существенно уменьшить вес и размеры инвертора. Если сварочный трансформатор создавал при работе значительные толчки электроэнергии, снижая напряжение в питающей сети, инвертор содержит конденсаторы, которые накапливают энергию. При этом электросеть не перегружается, а электрическая дуга разжигается мягче. Инверторные аппараты имеют недостатки: Основные схемы ИСАСхем построения инверторов много, но преобладающими являются три типа преобразователей: 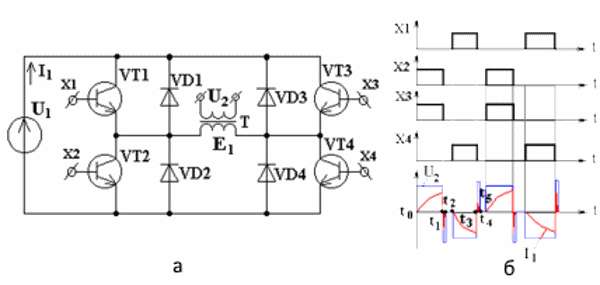 Схема однотактного инвертора на транзисторах Импульсный сигнал системы управления СУ подаётся на базу транзистора VT1. При этом реактивная энергия накапливается в намагничивающей цепи трансформатора Т1. Транзистор открывается, и ток течёт через его первичную обмотку. Диод VD1 закрыт и на нагрузку разряжается конденсатор Сн. В паузу транзистор закрывается, и энергия намагничивания передаётся через диод VD1 на зарядку конденсатора и на нагрузку Rн. Схема является простой и надёжной. 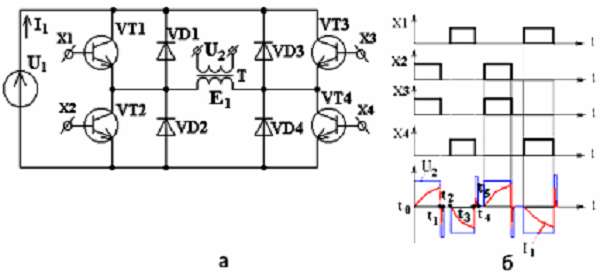 Схематичное изображение двухтактного инвертора Особенности сварки инверторомОсобенностью аппарата является наличие трёх функций: Выбор аппаратаПараметры работы у бытовых и промышленных инверторов отличаются. Для небольшого ремонта и при редком использовании, достаточно иметь бытовую модель с кратковременными режимами работы. Оптимальная продолжительность включения составляет 60% (пауза 4 мин после 10 мин непрерывной работы). На качество сварного шва это не влияет. При небольшом токе и сварке без спешки, когда приходится периодически чистить шов, можно работать без остановок. Минимальная величина сварочного тока составляет 160 А для нормального и стабильного сетевого напряжения. Если оно низкое, следует брать устройство мощностью до 200 А. Бытовые инверторы для дуговой сварки вручную имеют обозначение ММА с числом, указывающим на величину рабочего тока в амперах: ММА 160, ММА 200 и т. д. При пониженном напряжении питания его производительность существенно падает, что проявляется в снижении сварочного тока.  Снижение тока сварки при уменьшении напряжения питания Важно иметь диапазон технических характеристик 170-250 В прибора, чтобы его рабочий режим находился внутри диапазона отклонения напряжения бытовой сети от расчётных 220-230 В. Такую защиту от колебаний напряжения обычно имеют дорогие аппараты (±20-25%). Бытовые устройства имеют меньший диапазон, составляющий ±10-15%. Диаметр электрода напрямую связан с величиной сварочного тока. Приобретая устройство, делается небольшой запас: если расчёт берётся на 3 мм электрода, целесообразно купить аппарат, способный работать с «четвёркой». Тогда шов будет получаться качественным, если напряжение сети понижено. Диапазон сварочного тока указывается на приборе. Если нижняя граница составляет 10 А, можно сваривать жесть. При токе 180 А допускается работа электродом толщиной 4 мм, а толщина соединяемых листов составляет 5 мм. Для инверторов часто применяется принудительная вентиляция, поскольку они не переносят пыли. Приборы следует разбирать не реже двух раз в год для очистки внутренних частей от пыли. Её снимают мягкой кистью или посредством продувки сжатым воздухом. Для особо грязного производства применяется туннельная вентиляция, когда радиатор размещается вдоль корпуса, а главные узлы располагаются внутри его. Способ значительно повышает стоимость прибора. При покупке следует обращать внимание на температурный диапазон работы. Электронные микропроцессоры на любых приборах не переносят температуру ниже — 150 С. Следует выбирать режим эксплуатации в пределах от -100 С до +400 С. Хранение производится в отапливаемых помещениях. Если прибор находился на холоде, перед работой его следует занести в тепло на несколько часов. При неисправности устройства инвертирования тока (силового модуля IGBT), ремонт обойдётся дорого. Вывести модуль из строя могут скачки напряжения или перегрузка, когда производится резка металла большой толщины. Профессиональный инструмент отличается большой мощностью и продолжительным процессом сварки, в течение всей восьмичасовой смены. Каждому хочется купить устройство подешевле, чтобы оно позволяло решать необходимые задачи и при этом его не нужно было нести в ремонт после непродолжительной работы. Важно собрать побольше отзывов о модели, которую хочется купить. Одним из важнейших критериев качества является цена и по ней можно лучше определиться с оптимальным выбором. Бытовые инверторы немецкой марки «Фубаг», итальянской «Телвин», китайской «Брима», отечественные «Кедр» и «Торус» отличаются высоким качеством, надёжностью и приемлемыми ценами – от 8 до 16 тыс. руб. Также популярны бренды «Ресанта» и «Интерскол», ценовая категория которых составляет 6-11 тыс. руб. Можно купить дешёвые аппараты, стоимостью не более 6 тыс. руб., но качество у них значительно ниже. Цена не всегда полностью отражает качество изделия. Крупные производители, выпускающие аппараты большими сериями, предлагают купить их по более низким ценам, поскольку себестоимость получается ниже. Чтобы выбрать достойный аппарат, надо также учитывать косвенные показатели: уровень сервиса, наличие качественных инструкций, сайта, каталогов и др. Типы инверторовРазличают такие типы сварочных инверторов: Особенностью является низкое качество системы охлаждения, что приводит к расплавлению пластмассовых частей конструкции. Это мешает производить аварийное отключение, что приводит к выходу прибора из строя. Для профессионального применения он не подходит, а для периодических дачных и гаражных работ модель можно купить. Имеется много отрицательных отзывов по надёжности. Устройство часто ломается. Попадаются также удачные варианты, когда инвертор работает продолжительное время без поломок. Аппарат чувствительный к ударам и падениям из-за наличия пластмассовых деталей. Прибор можно отремонтировать в кустарной мастерской. Перегоревшая плата может быть выпаяна и заменена на новую. Центры по ремонту требуют замены блока целиком, что обходится намного дороже. Устройство обеспечивает сварку толстостенных соединений. Пользователи считают его неустойчивым к перегреву. При скоплении пыли внутри отключается по сигналу тепловой защиты. При надлежащем уходе модель отличается высокой производительностью.  Сварочный инвертор «Ресанта» со сварочными кабелями и зажимами Настоящим аппаратом часто пользуются профессионалы за счёт стабильности работы при максимальной нагрузке, хотя ПН составляет 50%. Многие предпочитают купить эту модель.  Сварочный аппарат – инвертор «ELITECH АИС 200СА» Отличие аппарата заключается в возможности реализации двух режимов сварки – обычная ручная дуговая и неплавящимся электродом с подачей в рабочую зону инертного газа. Его часто используют профессионалы. Особенности сваркиРабота со сварочным инвертором требует выполнения определённых условий: Настройка инструмента производится установкой параметров, соответствующих диаметру электрода и толщине металла. На корпусе имеются обозначения, подсказывающие, какая должна быть энергия для определённой толщины детали. Электрод подносится к месту сварки постепенно, под небольшим углом к рабочей поверхности. Наклон делается в сторону перемещения электрода или в противоположную. До металла следует кратковременно дотронуться несколько раз, но не в быстром темпе, иначе происходит залипание. В этом случае электрод активизируется, т. е. образуется электрическая дуга. Расстояние до детали поддерживается на уровне 2-5 мм. Дуга гаснет, если зазор меньше или больше допустимого. В процессе сварки шов получается качественным, если правильно выбрать расстояние до детали. Если оно мало, выпуклость шва будет большая, с наслоениями по бокам. При большом зазоре металл не проварится, а дуга будет постоянно прерываться. Если стык получается аккуратным, значит, режим выбран правильно. Качество шва наполовину зависит от умения оператора зажигать дугу и равномерного выдерживания зазора. Независимо от того, горизонтальный шов или вертикальный, в течение всего процесса, в его начале должна располагаться сварочная ванна с расплавленным металлом, равномерно распределенная по всему участку. Для этого электрод перемещается круговыми движениями или зигзагом, а сварочная ванна всегда должна двигаться в сторону источника тепла. Она будет контролироваться при углах наклона электрода 45-900. Автоматическое поддерживание инвертором величины тока сварки, даёт возможность не очень тщательно сохранять длину дуги, что облегчает работу начинающему сварщику. Здесь связь качества шва с длиной дуги не такая существенная. Сварка нержавеющей сталиДля нержавейки применяются электроды типов ОЗЛ-6 (жаростойкая сталь), НЖ-13 (пищевая нержавейка), ЦЛ-11 (хромоникелевые стали) и другие. В каждом отдельном случае применяются электроды целевого назначения. При выборе аппаратов руководствуются следующим:
Сварки алюминияДля сварки алюминия применяются самые современные аппараты. Здесь требуются следующие составляющие:
Модели инверторов отличаются стабильным напряжением, обеспечивающих качественный шов. Продажа новаторских разработок началась совсем недавно. Чаще всего используются полуавтоматы с применением защитных газов или флюсовой проволоки. Для работы с алюминием требуются знания и навыки, поскольку сварку производить сложней. Стоимость аппаратов высокая и частнику под силу купить только устройство, бывшее в употреблении. В качестве инвертора подходит модель марки «Tiger», имеющая небольшой вес и широкую функциональность. Выпускаются модификации разной мощности – на 170 А и 210 А. Устройства могут быть для сварки с постоянным или переменным током. Высокой эффективностью обладают модели «Invertig PRO» с цифровым дисплеем, простые и надёжные в применении.  Инвертор «Invertig PRO» для сварки алюминия Инверторы марки «Mitech (AC/DC)» применяют при аргонно-дуговой сварке с неплавящимися электродами из вольфрама. Подходят для сварки разных металлов. Применение силовых транзисторов производителей «Toshiba» и «Fuji» существенно повышает надёжность аппаратов. Купить современные модели можно удобно и быстро в Москве. Видео
Для сварки инвертором следует правильно подбирать подходящие аппараты. Любителю вполне подходит бытовой инвертор, в то время как для продолжительной постоянной работы лучше приобрести профессиональное оборудование. Несмотря на дополнительные функции инверторов, облегчающие процесс сварки, важно соблюдать правильную технологию.
|
Загрузка. Пожалуйста, подождите...








