
Что представляет собой сварочный выпрямитель
Содержание
До широкого распространения инверторных сварочных аппаратов сварка переменным током была основным способом. Среди достоинств сварочных аппаратов переменного тока можно выделить низкую стоимость и простоту изготовления. Сварочный выпрямитель «SELMA ВДГ-303-3» Недостатки таковы:
Более практичны аппараты постоянного тока. Они позволяют вести сварочные работы практически со всеми видами стали. Электроды, предназначенные для работы на переменном токе, также прекрасно справляются со своими задачами. Сейчас на рынке электротоваров можно найти недорогие сварочные аппараты инверторного типа. Их достоинства:
Самый существенный недостаток источников питания инверторного типа – их сложность. Инвертор – это продукт высокотехнологичной электроники. Ремонтом такой аппаратуры занимаются только специализированные центры, а стоимость запасных частей порой сопоставима со стоимостью нового аппарата. С другой стороны, есть много видов работ, которые требуют разового применения варки, например, строительство в частном доме или на дачном участке. Ради этого приобретать сварочный инвертор не имеет смысла. Теория выпрямленияЕсли есть старый сварочный аппарат переменного тока, не важно, промышленный или самодельный, то его можно с минимальными затратами переоборудовать для работ с постоянным током, изготовив сварочный выпрямитель своими руками. Для начала следует разобраться с теорией выпрямления. График зависимости напряжения от времени для переменного тока представляет собой синусоиду, в которой выделяются положительный и отрицательный полупериоды (рис. ниже). Форма переменного тока Для выпрямления переменного тока используются полупроводниковые элементы – диоды. Их свойство таково, что они пропускают ток только в одном направлении. Существует много схем включения диодов выпрямителя:
Мостовая схема требует наибольшего количества выпрямляющих диодов, но в то же время только она позволяет наиболее полно использовать характеристики трансформатора, без необходимости переделки последнего (рис. ниже). 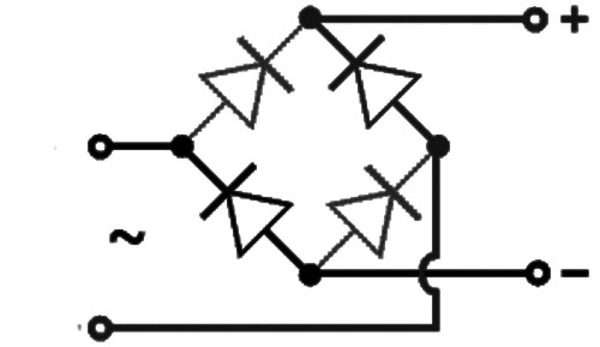 Мостовая схема выпрямителя После выпрямления график напряжения имеет вид, как на рисунке ниже. 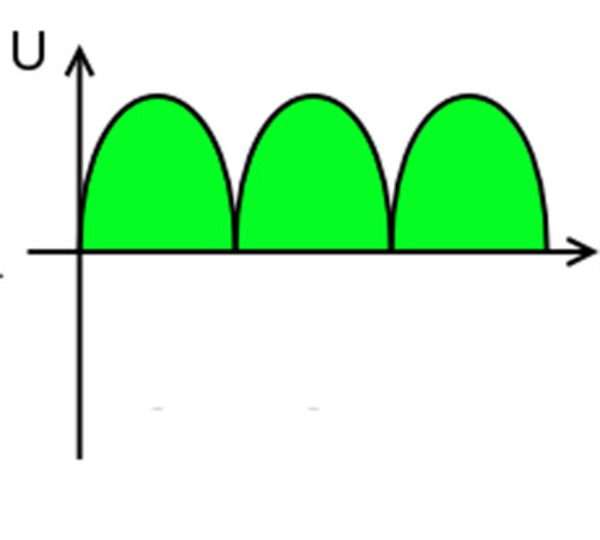 Форма выпрямленного тока Теперь получается не переменный ток, а пульсирующий. Такой ток для сварки еще менее пригоден, чем переменный. Чтобы получить именно постоянный ток, выпрямитель следует дополнить конденсатором. В момент наличия напряжения конденсатор запасает в себя электрическую энергию, а когда напряжение понижается, то он ее отдает обратно в цепь. С учетом нагрузки колебания напряжения на конденсаторе имеют вид, как на рис. ниже. 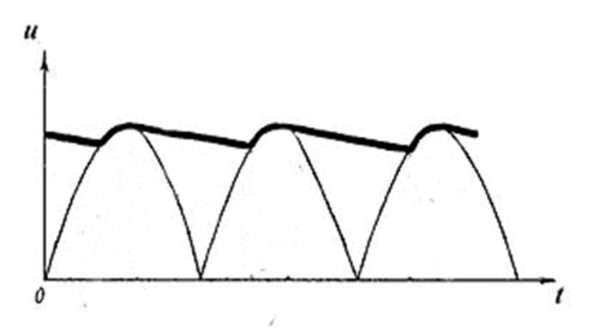 Напряжение на конденсаторе фильтра Таким током можно варить. Еще больше улучшить характеристики сварочного аппарата можно, дополнив схему дросселем (рис. ниже). 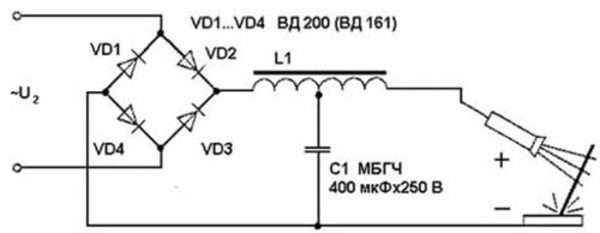 Схема выпрямителя с дросселем На схеме напряжение U2 подается с выходной обмотки сварочного трансформатора на диодный мост VD1-VD4. Выпрямленное напряжение поступает на дроссель L1 с отводом от середины обмотки. Вместе с конденсатором C1 дроссель образует фильтр низких частот. Дроссель сглаживает импульсы тока, неизбежные при сварке. Но, самое главное, в данном случае образуется фильтр, который пропускает через себя только постоянный ток, а оставшуюся переменную составляющую выпрямленного тока задерживает. Данная схема представляет собой самое простое устройство сварочного выпрямителя, который несложно изготовить своими руками. Изготовление выпрямителяСварка производится большими токами, поэтому детали для выпрямителя будут несколько специфичными. Для начала надо определиться, какими электродами будет производиться сварка. Для электродов диаметром 3 мм максимальный сварочный ток составляет 150 А. Электродами диаметром 4 мм можно варить при токе до 200 А. Для домашних работ таких диаметров вполне достаточно. Следовательно, диоды выпрямителя аппарата должны быть рассчитаны на ток не менее 200 А. А если учесть, что на максимальном токе работы вряд ли будут производиться, то можно обойтись широко распространенными и недорогими диодами ВК2-200. Данные диоды имеют резьбовой фланец для крепления на стандартный алюминиевый радиатор (рис. ниже).  Внешний вид выпрямительного диода с радиатором Без радиаторов диоды использовать нельзя даже на минимальных токах. Диоды ВК2-200 выпускаются промышленностью несколько десятилетий и отличаются высокой надежностью. При желании можно уменьшить габариты аппарата и приобрести современные малогабаритные выпрямительные диоды с подходящими характеристиками, но их цена делает такую замену совсем неоправданной. К тому же, используя сварку на приусадебном участке и учитывая вес основного сварочного трансформатора, вес и габариты выпрямителя можно в расчет не принимать. Как было сказано выше, для диодов также необходимо приобрести радиаторы охлаждения. Конденсаторы фильтра сварочного аппарата должны быть рассчитаны на максимальное напряжение пульсаций. Большинство публикаций опирается на расчет напряжения таким образом – берется напряжение холостого хода (75-80 В) и умножается на два. Поэтому все рекомендации сводятся к выбору конденсаторов с рабочим напряжением не более 150 В. Процесс сварки характеризуется резкими скачками тока, что с учетом индуктивности дросселя даст выбросы напряжения на конденсаторе в несколько раз больше. Поэтому конденсаторы выпрямителя сварочного аппарата должны быть на рабочее напряжение не менее 250 В. Емкость конденсаторов фильтра должна быть примерно 400 мкФ. Лучше всего применять конденсаторы типа МБГО, МБГЧ, но они имеют маленькую емкость (с таким напряжение обычно не более 4 мкФ), поэтому, соединенные параллельно в большом количестве, образуют весьма габаритную конструкцию. Можно использовать мощные электролитические конденсаторы, рассчитанные на работу в силовых цепях. Преимущество электролитических конденсаторов в их габаритах. Электролитические конденсаторы категорически запрещено подключать обратной полярностью. Также, собирая сварочный выпрямитель своими руками, нельзя применять обычные конденсаторы, которые установлены в радиоаппаратуре. Они не приспособлены для работы с большими импульсными токами. Дроссель фильтра наматывается на сердечнике из трансформаторного железа поперечным сечением 30-40 мм2. В крайнем случае, для изготовления дросселя своими руками можно использовать два сердечника от старых ламповых цветных телевизоров ТС-270. Каркас для намотки дросселя изготавливают с учетом имеющегося сердечника из текстолита толщиной 1.5-2 мм. При определенных навыках предпочтительнее совсем отказаться от каркаса и сделать бескаркасную обмотку. Намотка ведется медной изолированной шиной 8х3 мм. Вместо шины можно использовать гибкий провод, в частности, очень хорошо подходит провод марки БПВЛ. Сечение провода должно составлять не менее 20 мм2. Число витков обмотки должно быть порядка 35-40. Сердечник дросселя собирают с зазором 2 мм. Приклеивать обмотки или каркас к сердечнику пока нельзя, возможно потребуется регулировка зазора или количества витков дросселя. Если есть возможность, то можно сделать несколько отводов от обмотки дросселя, например, от 30-го и 35-го витков. Собранный дроссель выглядит примерно так, как на рис. ниже.  Внешний вид дросселя фильтра сварочного аппарата Сборка конструкцииВсе элементы выпрямителя закрепляются на прочном непроводящем основании. Лучше всего, если это будет текстолитовая пластина, но вполне можно обойтись и фанерой 10 мм. Фанеру надо пропитать олифой с двух сторон и дождаться, пока она высохнет. Нежелательно крепить элементы вплотную друг к другу. При сварочных работах, особенно на больших токах, на диодах выпрямителя и дросселе выделяется большое количество тепла. Поэтому корпус готовой конструкции обязательно требуется оборудовать отверстиями для вентиляции. Катоды диодов электрически соединены с радиатором, поэтому радиаторы не должны иметь между собой электрического соединения. Исключение составляют только те, диоды которых по схеме соединены своими катодами. После сборки конструкции аппарата своими руками ее необходимо испытать. Испытывают сварочный выпрямитель путем пробной сварки. Необходимо обращать внимание на зажигание дуги, ее стабильность, качество сварного шва. В случае необходимости нужно отрегулировать зазор в дросселе фильтра выпрямителя. Методика регулировки следующая. Проводится пробная сварка электродами нескольких диаметров на разных отводах дросселя. Если все электроды варят удовлетворительно при переключении выводов, то на этом можно остановиться. Только надо не забыть, какой вывод и когда подключать. Если на какой-то стадии опытов не удается достичь приемлемого результата, то надо изменить величину зазора и заново все проверить. Возможно, даже придется уменьшить или увеличить число витков обмотки. Сварочный аппарат характеризуется высоким значением напряжения холостого хода. Как правило, оно составляет от 70 до 80 В. Такое напряжение аппарата, особенно при влажной погоде, может быть смертельно опасным. Выпрямитель в работе. ВидеоНа то, как работает сварочный выпрямитель, можно посмотреть в этом видео.
Все работы со сваркой необходимо выполнять в сварочной маске. В противном случае возможно непоправимое ухудшение зрения, поскольку сварочная дуга является мощным источником жесткого ультрафиолетового излучения. Во избежание ожогов от брызг расплавленного металла или шлака, обувь и одежда должны быть из прочного и негорючего материала. На руки обязательно одеваются брезентовые рукавицы.
|
Загрузка. Пожалуйста, подождите...








